В Тренде Сейчас




Ремонт потолка в хрущевке своими руками
Основным отличием ремонта квартир хрущёвской планировки является кривизна внутренних стен, потолков, углов и примыканий. Полное отсутствие уровня у стен и потолков. В этой статье мы...





Ремонт рулевой рейки дачия логан своими руками
Рулевая рейка — неотъемлемая часть любого современного автомобиля, в том числе и Рено Логан. Она входит в конструкцию механизма рулевого управления и обеспечивает передачу...

Ремонт в лоджии своими руками последовательность работ
В жизни большинства людей большое значение играет удобное и функциональное жилье, которое позволяло бы отгородиться от шумного агрессивного внешнего мира. Уютный дом, где можно...




Для дома

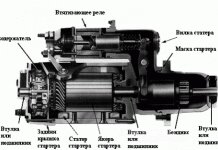


Ремонт компрессора мерседес своими руками
Итак, как и давно обещал, небольшой обзорчик о замене задних подшипников роторов на компрессоре Eaton M62. Немного о том, почему не менял передние. Собссно, подготовился...



Лучшие



Самые обсуждаемые

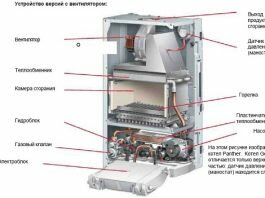
Ремонт газового котла данко 15 своими руками
Возникла такая неисправность: не могу зажечь фитиль, котёл Данко 10 ус, при запале нажимаешь на регулятор для запала, а даже неслышно подачи газа, полная...


От мастера

Ремонт дхо своими руками на киа сид jd
Ув модераторы, перенесите если что тему, может в FAQ или куда нибудь еще. Итак, забрал с ремонта два контроллера ДХО, точнее - один мертвый, другой...

Ремонт форсунки камаз своими руками
ТЕХНОЛОГИЧЕСКАЯ КАРТА N9 2.8. ПРОВЕРКА И РЕГУЛИРОВКА ФОРСУНКИ ДВИГАТЕЛЯ КамАЗ-740 Общая трудоемкость — 11,0 чел. мин. Исполнитель — слесарь по ремонту топливной аппаратуры 4-го разряда...

Champion stt1170e ремонт своими руками
Этот снегоуборщик привлекает пользователей своей высокой производительностью и отличным функционалом. По классификации компании, Champion STT1170E и относится к бытовому классу, но по своим характеристикам...
Ремонт пк своими руками учебник
В книге рассматриваются практические вопросы, связанные с ремонтом персональных компьютеров в домашних или офисных условиях. Прочитав ее, вы узнаете о методах устранения часто встречающихся неисправностей...

Ремонт ipad 3 своими руками
Ремонт «яблочной» техники обходится недешево, а потому многие пользователи в случае выхода i-гаджета из строя зачастую пытаются устранить поломку самостоятельно. К сожалению, иногда подобного...
Обычные
Ремонт акпп рено лагуна своими руками

Хочу поделится результатами эксперимента по ремонту АКПП AD4. Ни для кого не секрет, что ремонт АКПП начинается от 1500$, что для Renault 19 не...







Быстро


















